What is deburring/chamfering?
Last updated: 15 Sep 2025 | 7116 Views |

What is deburring/chamfering?
----------------------------------------------------
"Burrs" are unnecessary projections and protrusions that occur during processing such as machining and mold molding, and are a phenomenon that almost always occurs when processing products.
The word is derived from the English words ``burr'' and ``bur,'' which seem to mean chestnut burrs and the cut surface of a saw.
If burrs are left unattended, assembly or operation may be defective due to catching, other parts may be scratched and damaged, burrs may be removed and foreign matter may be mixed in, touch may cause injury, or the appearance may be poor. , has a myriad of negative effects. In addition, it is very troublesome because it occurs in small and random shapes over a wide area, such as the entire edge of the product's machined surface.
Therefore, a process called "deburring" that reliably removes burrs is essential in the production line. Deburring is a simple process that only removes small protrusions, but professional knowledge and technical skills are required to remove all kinds of burrs reliably, accurately, in a short time and at a low cost.
--------------------------------------------------
Burr generation mechanism
First of all, what exactly is a burr and how does it occur?
In a nutshell, it can be said that it is caused by the movement of "excess meat" into "space" due to processing. The occurrence mechanism can be broadly classified into two types: cutting/cutting and molding.
- Burr generation mechanism due to cutting
In the case of processing by cutting, press shearing, punching, etc., the image shown in the above figure is used. Burrs occur at both ends of machining start/end, around holes/grooves, etc., where there are spaces and gaps. At the tip of the cutting tool, the processed part is divided into the part to be cut off and the part to be extruded, and the burr is the part that moves into the space at the end of the process to be extruded.
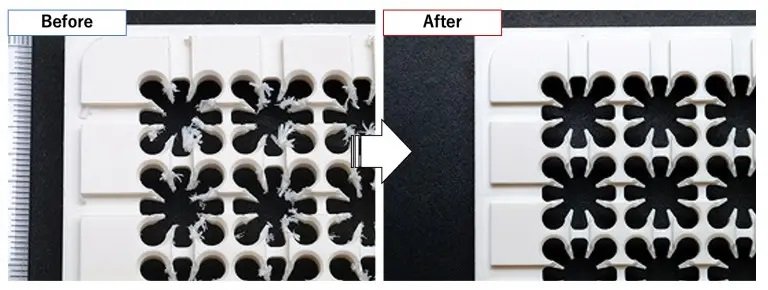
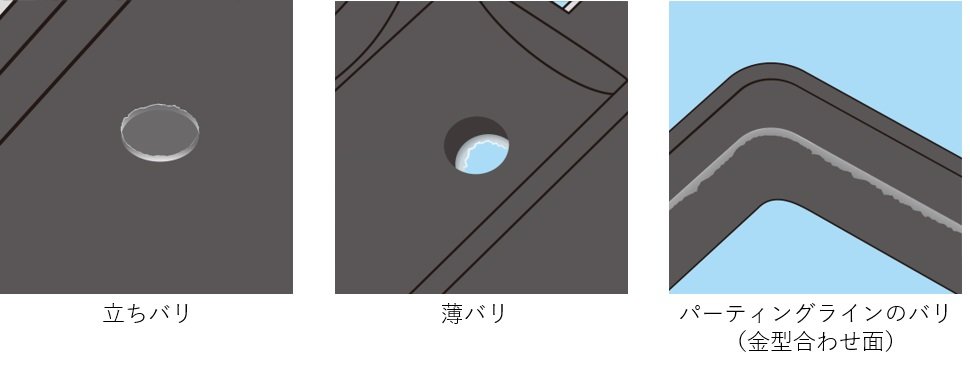
2. Formation of burrs from molds
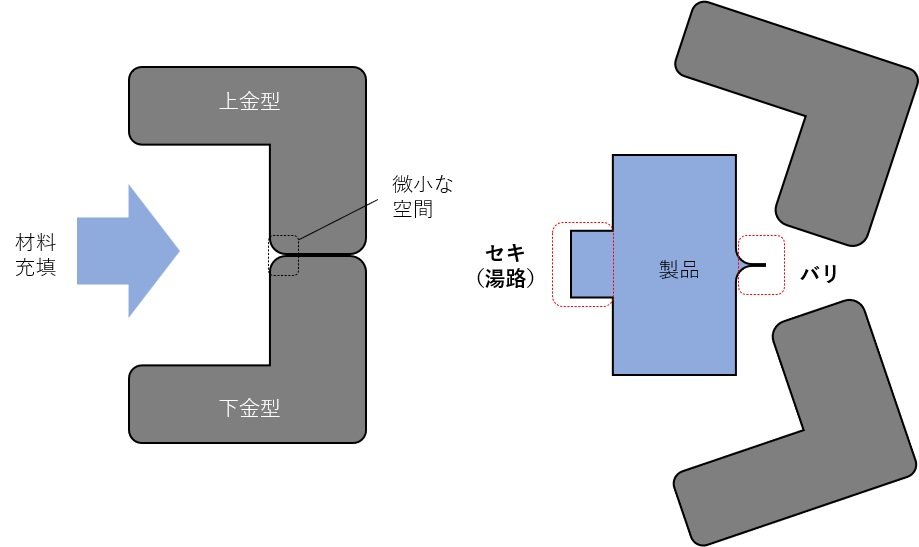
In the case of casting or injection molding, where a liquid material is poured into a mold and hardened, the image shown in the above figure is used. Molding is divided into two, three, etc., so that the hardened product can be removed from the mold. There is a minute space on the mating surface (parting line) of the divided mold, and burrs are generated when the space is filled with material. In addition, the material of the hot water passage connected to the mold hardens and sticks to the product. This is called a seki or runner and is an unnecessary part similar to a burr.
---------------------------------------------------------
Typical deburring method
Typical deburring methods include the following.
File/Knife Cutting/Hammer
When deburring a single item manually, deburring is often done with a file or knife. In the case of seki-folding of mold-molded products, it may be folded by hand or may be smashed with a hammer.
Belt polishing, buffing
This method uses electric rotating belts, rollers, and disk-shaped tools to remove burrs in a shorter time than manual deburring. As tools, paper files (sanders), whetstones, sponges and skins are used.
Shotblast, Barel
When deburring a large amount of products, a large amount of grained abrasive collides with the product and deburrs at once. Shot blasting is a method of processing by projecting abrasives with an impeller or air and making them collide with the product. Barrel processing is a processing method in which abrasives, products, and water are placed in a basket (barrel), which is rotated and stirred like a washing machine, and the products and abrasives collide with each other to polish.
Why can only burrs be removed by blast/barrel processing, but not the entire product?
Regarding shot blasting and barrel processing, there may be concerns that "other than burrs may be removed."
However, if you look at the actual blasted/barreled product, only the corners are cleanly cut, and other parts are hardly cut.
Why? Similar examples are close by.
You often see round and slippery stones on rivers and beaches. This is because the corners and protrusions of the stone were scraped off due to friction with the riverbed as it descended the river. Why were the corners and protrusions carved before other flat parts? There are three major reasons for this.
・There are many opportunities for contact with the outside world as it protrudes outward
・The tip is thin and easy to break
・It is pointed and the contact pressure is high, so it is easy to scrape.
This is because it has the characteristics of Shot blasting and barrel processing make good use of this property that "corners are preferentially removed due to uniform impact".
The burr protrudes outward and has many opportunities to come into contact with the burr. On the other hand, the flat surface is the opposite, and it means that it is hardly scraped.
-END-
If you have additional questions or are interested in sandblasting, barrel or whether it is a burr removal service. We are ready to provide advice and service. please contact us
Related content

SHOTBLASTING VS AIR BLASTING
29 Jul 2022

How to Choose the Right Sandblasting Machine
14 Jul 2025

Surface treatment
23 Jan 2023

Blasting machine type
2 Aug 2022